「接着剤」半世紀の確かな実績と信頼性 日本テストパネルの標準試験板
※各テストパネル(テストピース・試験片)は欠品の場合がございます。詳しくはお問い合わせください。
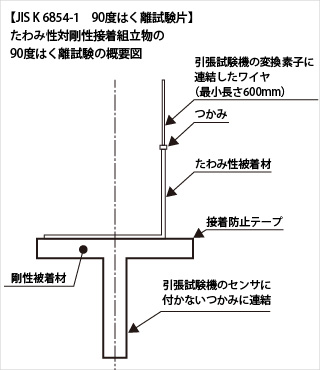
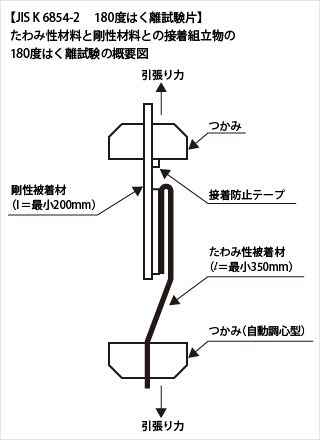
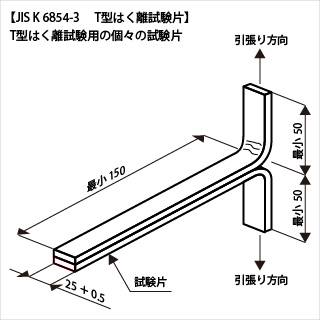
JISK6854 接着剤のはく離接着強さ試験方法 4.試験片材料 5.試験片の作り方 F.S.MMA-A132参照
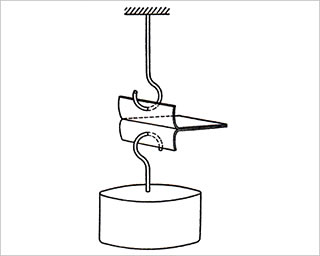
| 目的 | 接着面の端部から接着面と平行な方向及び90°の方向に荷重をかけ、接着面の引き裂かれた時の荷重を求める。 | ||||||
|---|---|---|---|---|---|---|---|
| 種別 | ●JISK6854-1 90度はく離接着強さ試験片 …たわみ性対剛性接着組立物のはく離試験用 ●JISK6854-2 180度はく離接着強さ試験片 …たわみ性材料と剛性材料との接着組立物のはく離試験用 ●JISK6854-3 T型はく離接着強さ試験片 …T型接着組立物のはく離試験用 |
||||||
| 材質 |
|
||||||
| サイズ |
|
||||||
| 測定 | 上記サイズのものを規格に従って接着し、25±0.2の幅としてそれぞれの方法に従ったはく離接着強さを求める。 |
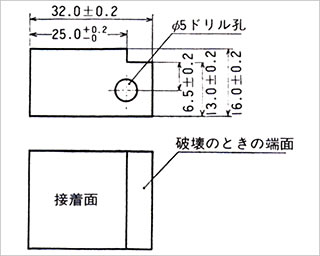
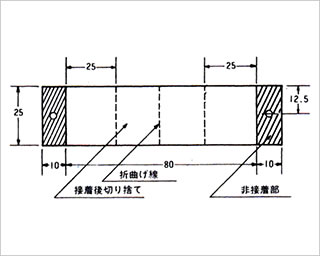
JISK6853 接着剤の割裂接着強さ試験方法 4.試験片 ASTMD1062参照
| 目的 | 接着面の端部に接着面と垂直な方向に荷重をかけ接着面を引き裂く時の荷重を求める。 |
|---|---|
| 材質 | S10C, A5052P, A1050P, 銅及び銅合金, ステンレス鋼材等 |
| サイズ | (16.0±0.2)×(25+0.2[-0])×(32.0±0.2) 接着面の一端部にφ5孔1コ |
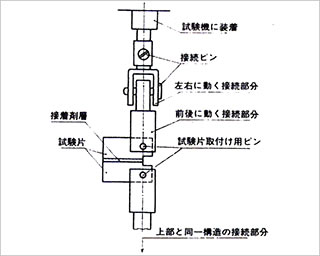
| 測定 | 孔の反対側によせて(25+0.2[-0])×(25+0.2[-0])の接着部分を作り、孔を通じて接着面をそれと垂直方向に引き裂く様な荷重をあたえ、破裂のときの最大荷重を測定する。 |
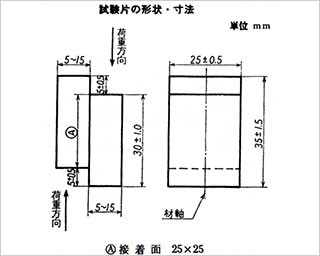
JISK6852 接着剤の圧縮せん断接着強さ試験方法 4.試験片 JISK6801, K6802, K6803, K6804参照 JISS6040, ASTMD905参照
| 目的 | 接着面と平行する方向に圧縮の荷重をかけて、接着面の破壊する時の最大荷重から、その圧縮せん断接着強さを求める。 |
|---|---|
| 材質 | 木材, プラスチック, S10, A1050P, A5052P, 銅及び銅合金等 |
| サイズ | 厚さ(5〜15)×(30±1.0)×(25±0.5) |
| 測定 | 中央部で25×25の接着部分を作り、接着面と平行な方向に圧縮加重をかけ、破断したときの最大荷重を接着面積(せん断面積)で割る。 |
| 種類 | 常態、耐水、耐温水、煮沸繰り返し、連続煮沸時の試験がある。 |
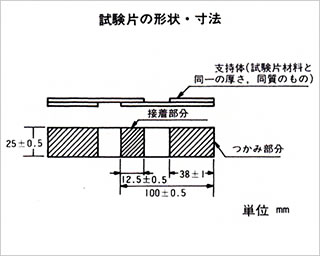
JISK6850 接着剤の引張りせん断接着強さ試験方法 4.試験片材料 5.2.試験片の寸法 JISK6829, S6040参照 ASTMD1002 MIL-A-8623参照
| 目的 | 接着面と平行な方向に引張りの荷重をかけて、接着面の破壊する時の最大荷重から、その引張りせん断接着強さを求める。 |
|---|---|
| 材質 | S10C, A5052P, A1050P, 銅及び銅合金, 及び各種プラスチック |
| サイズ | 金属1.6×(25±0.5)×(100±0.5) |
| 測定 | 中央部で(25±0.5)×(100±0.5)の接着部分を作り、接着面に平行に引張って破断した時の最大荷重を接着面積(せん断面積)で割る。 |
| 種類 | 常態、耐水、耐温水、煮沸繰り返し、連続煮沸時の試験がある。 |
※サンプルは一例です。その他もご用意できます。まずはお問い合わせください。
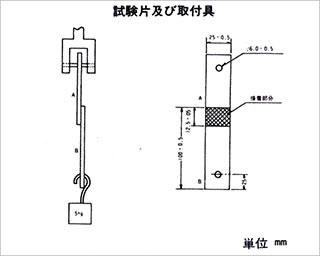
JISK6861 α−シアノアクリレート系接着剤の試験方法 8.セットタイム
| 目的 | 短時間接着を特長とするこの接着剤で接着後何秒間で十分な接着強さが得られるかを測定する。 |
|---|---|
| 材質 | 金属及びプラスチック各種 |
| サイズ | 25±0.5×100±0.5 (厚さは金属1.6、プラスチック3.0) 一端から25の所にφ6.0の孔 |
| 測定 | 試験片接着後、一定時間毎に5kgのおもりをかけ、接着破壊を生じるまでの時間を秒単位で表す。 |

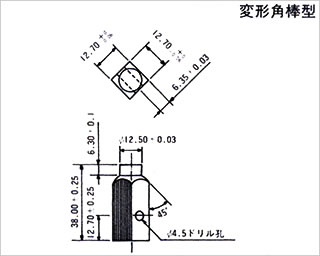
JISK6849 接着剤の引張り接着強さ試験方法 4.2試験片 JISK6848, K6861参照 ASTMD2094, D2095参照
| 目的 | 接着面に垂直の方向に荷重をかけて接着面の破壊する時の最大荷重から、その引張り接着強さを求める。 |
|---|---|
| 材質 | S10C, A5052P, A1050P, ステンレス鋼, 銅および銅合金, 各種プラスチック, ブダジエンスチレンゴムを接着剤の種類によって選択する。 |
| サイズ | 角棒、丸棒型、変形角棒型があり、接着剤の種類によって選択する(写真は角棒型) |
| 測定 | 基部の孔を試験機にとりつけ、上下に引張って破断したときの荷重を実測接着面積で割る。 |
JIS6833 接着剤の一般試験方法 8.2.1 軟化温度試験片 (1) 綿帆布(2) おもり ASTMD816参照
| 目的 | 接着剤が温度の上昇によって接着の機能を失う時の温度を測定する。 |
|---|---|
| 材質 | 綿帆布JISL3102の1210 |
| サイズ | 綿帆布25×100 両端中央に孔1個 おもりφ50 500±1グラム |
| 測定 | 25センチ平方の接着面積について接着機能を失っておもりの落下したときの温度を測定する。 |

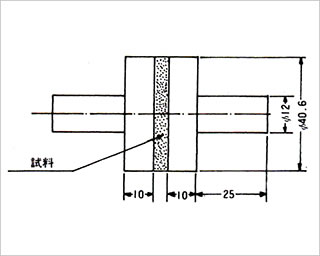
自動車用接着剤試験方法 11.2 引っ張り強さ試験片 JISK6830参照
| 目的 | 自動車用接着剤の引張り強さを測定するための試験片 |
|---|---|
| 材質 | SS材、A1050P、プラスチック等指定されたもの |
| サイズ | φ40.6×10とφ12×25とが接合したもの |
| 測定 | 試験片の大円同士を接着し10Kgfの荷重を30秒加えて後、48時間設置し、小円同士を試験器のつまみにはさみ荷重が正しく中心線を通るように移動速度25±1.5mm/minで引っ張って破壊する時の最大荷重を測定する。 |
| その他 | JISK6830では大円の中心にφ4.8のスペーサ付のものがある。 |
各種塗料塗装の関連業務について 弊社では塗装材料全般とその関連業務を承っています。 詳細はこちらです。





1)塗装用材料全般
| 1:塗装板各種 | 各種金属板:鉄・非鉄類全般の無処理・表面処理品 (リン酸亜鉛・リン酸鉄・サンドブラスト・ショットブラスト・グリットブラスト内製) 各種樹脂板:硬質・軟質等各種 各種木質板:単板・合板 各種コンクリート:無石綿板各種 |
|---|---|
| 2:塗料各種 | 自然乾燥型:水性・溶剤型塗料各種 焼付硬化型:水性・溶剤・粉体塗料各種 |
| 3:塗装各種 | 吹付塗装:エアー・エアーレス他各種 静電塗装:各種静電塗装 浸漬塗装:各種浸漬塗装 電着塗装:各種電着塗装 |
| 4:塗装板各種 | 塗装見本板各種・塗料試験用塗装板各種・色見本帳 |
| 5:塗料の調色 | ご指示の色見本により調色致します。 |
※1社の発注で試験板から最終塗板まで、すべて製作が可能です。
※担当責任者は、元日本ペイント(株)塗料技術部長の門馬岩雄(電気機器・鋼製家具・土木建設機械・重車輛担当)が塗装板の製作にあたり、責任施工致します。また、表面処理は元日本ペイント(株)表面処理技術部長の松井逸史が表面処理の責任加工致します。
※弊社営業部長である戸田邦彦は塗料試験方法研究会西部会の幹事を平成22年より委嘱されています。
2)各種塗装板 作成例 (鋼板、非鉄金属類について)
| 1:自動車本体の塗装系 | 鋼板+金属表面処理+電着塗装+焼付+中塗塗装+焼付+上塗り+焼付+(3C3B) その他 |
|---|---|
| 2:工業用製品の塗装系(鋼板、非鉄金属類について) | ・冷凍機本体の塗装系 鋼板+金属表面処理+下塗塗装+焼付+上塗塗装+焼付(2C2B) ・鋼製家具の塗装系 鋼板+金属表面処理+上塗塗装+焼付 ・農機具の塗装系 鋼板+金属表面処理+下塗塗装+焼付+上塗塗装+焼付 ・ブルトーザーの塗装系 鋼板+ブラスト処理+下塗塗装+低温焼付+上塗塗装+焼付 |
※1、2の塗料については現在塗装されている塗料を使用して塗装板を作成します。
バリのない試験板でヒヤリ・ハットを最小限に。
当社ではテストパネル(試験板)のバリ取り加工をしております。バリ取り加工済みのテストパネル(試験板)では、手に取った時に起こるうる指先の切り傷発生を回避しやすくなっています。安心してお使いください。